深耕电阻焊自动化设备智造领域全自动焊接生产线解决方案定制厂商
 服务热线:400-856-5786
服务热线:400-856-5786
服务热线:400-856-5786

人民电器集团使用骏腾发公司生产的铜编织线自动焊接专机后,有效的减少了人工,焊接稳定,实现了全自动化焊接方式,加快了焊接效率,并且焊接效果非常好。下面跟着小编一起来看看骏腾发公司为客户策划的整体方案吧。

焊接对象描述:
1.1 产品名称:软连接;
1.2 产品材料及规格:4mm2铜编线;
1.3 焊接要求:铜编线卷料,人工上料;4股熔接,自动焊接、拉线、剪切、落料;

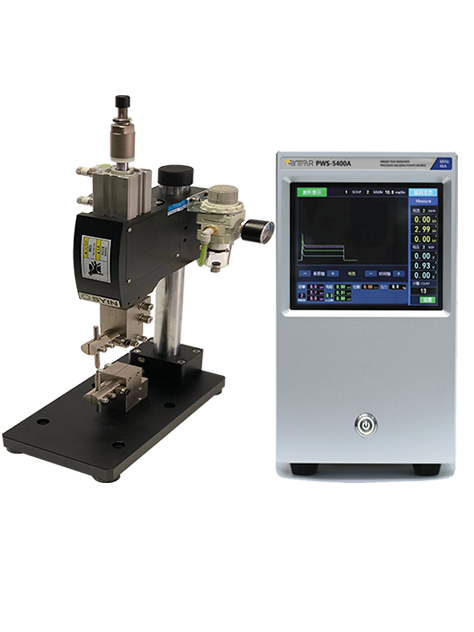
设备外观及选型:(结构简图见下)
上海骏腾发根据产品形状及要求,建议采用一台MD-40中频逆变焊接电源,人工装卷料至上料架,再将铜线装入定位模具焊接,由自动给放料装置配合,焊接由上下电极、左右夹紧定位机构完成,然后由伺服机械手,将工件拉伸进入剪切位置剪切,剪切长度在一定的范围内可调。

机器主要结构:
2.1.1.机架:采用质优钢板、型钢经焊接、热处理(去应力)和精机加工,保证工件焊接时所需的刚性和精度要求。其中,料架上料滚轴及电机不少于5个。
2.1.2.加压机构:采用φ125气缸,垂直加压方式;自润衬套导向,保证电极的移动精度及随动性。
2.1.3.焊接电极工装:除导电件外,工作台面以上工装夹具(包括台面)均采用不锈钢材料制作,上下电极座采用锻打紫铜导电,采用钨块状电极,夹紧铜板固定在电极座上,可快速更换,装夹方便。侧挡块材质采用KCF材料,楔形机构夹紧方式。电极焊接部分和辅助电极分开,便于维护和更换。更换产品时,需人工更换相应电极及定位件。

2.1.4.铜线剪切系统:铜线剪切由气缸剪切完成,剪切压力可以调整;焊接铜线长度由伺服驱动控制,通过触摸屏设置参数调整,调整方便快捷,可调范围为30mm~200mm。

2.1.5.中频逆变直流电源:
采用1套MD-40中频逆变直流焊接电源。
整个焊接系统由控制器、中频变压器、焊接回路、加压机构、工件组成。其中控制器又包含多个部分,有电源驱动、整流部分、电容板、IGBT、以及中心控制部分。
中频变压器采用进口质优铁芯,变压器体积小重量轻,变压器频率为1000 Hz,采用进口二极管整流,质量稳定可靠,把交流转变为直流提供焊接使能量损失小,可以省更多的能源,降低焊接成本。
主要特点:
输出电源频率:1KHZ,时间精度为 ms 级;
可编程最多15/31套焊接规范,固定点模式15套,机器人模式31套;
三段加热过程:预热、焊接、回火;其中焊接段中可以自己定义递增和递减段;
可编程输出I/O口:可编程3段输出,更好地与PLC、机器人等适配;
具有焊点计数功能。
主要程序动作:
打开电源开关,打开气源和冷却水,将整圈铜编线放于支架上,手动将铜编线穿过张紧装置至焊接位置,一端至弹簧夹紧机构夹紧,以上准备工作完成后,然后按启动开关,则焊机自动按以下程序工作:
①成型侧定型气缸动作,将铜编线成型宽度定位;
②焊接气缸下压,铜编线压紧后自动放电进行焊接;
③焊接完成后焊接气缸上升复位;
④焊接气缸复位同时,侧定型气缸缩回复位;
⑤伺服电机动作,将铜编线夹持手指送至铜编线端部;
⑥夹持手指动作后,将铜编线端夹住,同时伺服电机动作,,将铜编线拉至切线口工位;
⑦上下剪切气缸同时动作,将铜编线切断;
⑧剪切气缸复位,同时伺服电机动作,将已切断的铜编线关至卸料位置;
⑨气动手指松开,成品工件落入接料器;
⑩以上动作程序不断循回动作,直至完成整圈铜编线。
骏腾发智能设备有限公司是一家集科研、开发、制造、销售于一体的电阻焊点焊机自动化焊接装备高新技术企业。研发团队一对一提供非标自动焊机开发及定制,为客户提供智能科学的焊接解决方案。“骏马奔腾,厚积薄发” 骏腾发,值得信赖的电阻焊自动化设备品牌。
【本文标签】 骏腾发 铜编织线自动焊接专机
【责任编辑】骏腾发

人民电器集团使用骏腾发公司生产的铜编织线自动焊接专机后,有效的减少了人工,焊接稳... 【详情+】






































 沪公网安备 31011702008149号
沪公网安备 31011702008149号