深耕电阻焊自动化设备智造领域全自动焊接生产线解决方案定制厂商
 服务热线:400-856-5786
服务热线:400-856-5786
服务热线:400-856-5786




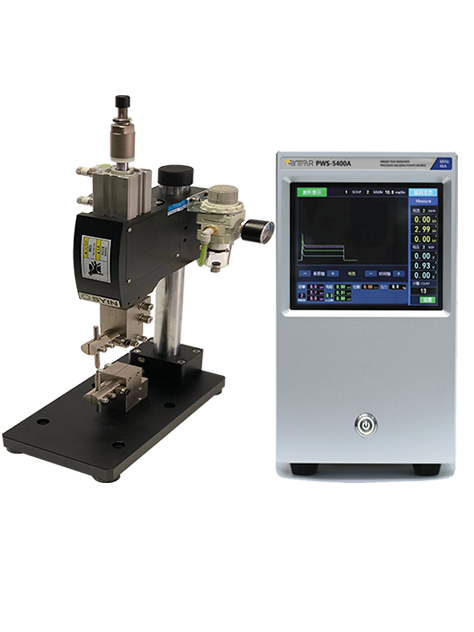
板式散热器变频滚焊机主要用以焊接板式散热器的焊接。变频技术是通过输入部分为三相输入,通过全桥整流和逆变,因此输入部分和中频逆变直流焊机基本一致,而输出部分为交流。频军在40-150Hh之间可调。波形为方波或正弦波输出。整个过程是从交流转换成交流,三相输入,单相输出,频率可调,波形基本为方波。变频滚焊机生产效率高、低飞溅。
产品特点
1、电流特性兼具交流点焊机和直流点焊机的优点;
2、输出频率和波形可调,适用不同材料的焊接;
3、不需要大功率整流二极管,系统更稳定可靠;
4、中频逆变缝滚焊接机运行速度精确,稳定、噪音小;
5、省电30%以上,节省成本;
6、效率高, 三相输入,电网平衡;
7、电极寿命提高一倍以上;
8、焊接时间短,提升工作效率。
短路电流:20~160KA
行业应用:板式散热器、油桶、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。
400-856-5786






本设备可搭配自动化模块构成一条全自动生产线。其工作原理属于电阻焊的范围:即工件组合后,通过电极施加压力,利用电流流过钢板搭接的接触面及临近区域产生电阻热,从而形成一系列互相搭接的熔核而获得气密的焊缝。


 汽车油箱滚焊
汽车油箱滚焊
 定子通风槽板点焊
定子通风槽板点焊
 压缩机凸点焊
压缩机凸点焊
 螺母点焊
螺母点焊
 煤气表箱体凸焊
煤气表箱体凸焊
 水泵叶片点焊
水泵叶片点焊
 汽车工件凸焊
汽车工件凸焊
 电机定子点焊
电机定子点焊
 空调压缩机上盖凸焊
空调压缩机上盖凸焊
 汽车门扣锁点焊
汽车门扣锁点焊








咨询热线
400-856-5786


































 沪公网安备 31011702008149号
沪公网安备 31011702008149号